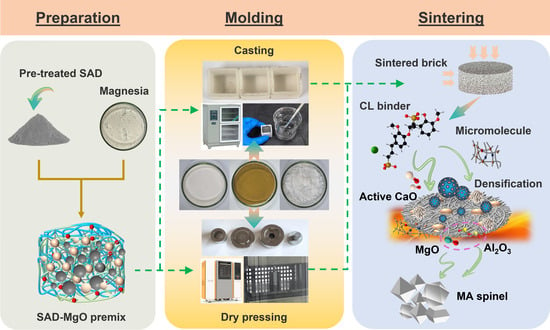
Open AccessArticle Study on the Influence of Molding Methods and Binders on the Properties of Spinel Sintered Bricks from Secondary Aluminum Dross 1 State Key Laboratory of Clean Energy Utilization, Zhejiang University, Hangzhou 310027, China 2 Zhejiang Hengda Aluminum Co., Ltd., Quzhou 324000, China * Author to whom correspondence should be addressed. Processes 2026, 14(12), 1860; https://doi.org/10.3390/pr14121860 (registering DOI) Submission received: 3 May 2026 / Revised: 26 May 2026 / Accepted: 2 June 2026 / Published: 9 June 2026 Abstract Harmless treatment significantly raises the alumina content of secondary aluminum dross (SAD), laying the foundation for the preparation of MgAl 2O 4 (MA) refractory bricks from SAD by doping MgO. Relevant research on different molding methods, as well as the effects of binder types and dosages on the physical properties (such as compressive strength, thermal conductivity, and thermal shock resistance) of sintered bricks, remains inadequate. In this study, 15 wt% MgO was first added to make the Al 2O 3/MgO mass ratio of SAD close to the theoretical value of 2.53 for MA formation, and the SAD-MgO premix was used as raw material. The influence of molding methods and binders on the properties of sintered bricks was investigated. The results indicate that dry pressing outperforms casting in physical performance. When calcium lignosulfonate (CL) was used as the binder for dry pressing, the average compressive strength reached a maximum of 102.12 MPa, the corresponding thermal conductivity was 2.24 W/(m·K), and the sample withstood 11 thermal shock cycles. Binder dosage experiments showed that the optimal CL addition was 5 wt%, and the recommended upper limit was 10 wt%. This work provides a new perspective for the high-value utilization of SAD in the preparation of spinel refractory bricks. Graphical Abstract 1. Introduction Secondary aluminum dross (SAD), the solid waste obtained by extracting metallic aluminum from primary aluminum dross, is classified as hazardous waste in the National Hazardous Waste List (2025) under category HW48, due to its high reactivity and leaching toxicity [ 1, 2, 3]. When AlN and Al 4C 3 come into contact with water or are exposed to humid air, they respectively produce harmful gases such as ammonia and methane, while Al easily reacts with water and releases hydrogen [ 4, 5]. Additionally, the release of inorganic salts and heavy metals causes soil salinization and heavy metal contamination, while fluoride dissolution leads to groundwater pollution [ 6, 7, 8]. Unfortunately, for a long period in the past, approximately 95% of SAD was disposed of in landfills or illegally dumped near factories, causing severe pollution of the environment and waste of resources [ 9, 10]. Pyrometallurgical treatment can significantly increase the content of alumina in SAD, thereby demonstrating a high potential for resource utilization. Dong et al. [ 11] converted SAD into thermal insulation materials by adding 10 wt% kyanite and 1.5 wt% PS spheres and sintering at 1200 °C, which exhibited a linear shrinkage of −4.86%, a water absorption of 68%, a bulk density of 0.73 g/cm 3, a compressive strength of 5.59 MPa, and a thermal conductivity of 0.166 W/(m·K). Although this thermal insulation material has extremely low thermal conductivity, its compressive strength is low, and its high-temperature thermal stability cannot be reliably assessed after only three thermal shock cycles. Zhang et al. [ 12] fabricated sintered bricks from 50% SAD, 37.5% engineering soil, and 12.5% coal gangue, achieving a compressive strength of 16.21 MPa, a flexural strength of 3.42 MPa, and a water absorption of 17.12% under the optimum process parameters (a molding pressure of 10 MPa, a heating rate of 8 °C/min, a sintering temperature of 800 °C, and a holding time of 60 min). Although a lower forming pressure was used, the compressive strength remained relatively low without binders and could only meet the MU15 grade requirement in GB/T 5101-2017 [ 13] “Fired Ordinary Bricks”. S. Zare et al. [ 14] developed a novel binder composed of 22 wt% white Portland cement, 40 wt% fireclay, and 20 wt% gypsum, which performed much better than conventional binders such as calcium aluminate cement. The mixture was uniaxially pressed at 150 MPa to form disks, and the splitting tensile strength reached 2.54 MPa, but the forming pressure was extremely high, and the compressive strength and thermal shock stability were not mentioned. Chen et al. [ 15] successfully prepared MgAl 2O 4 closed-pore foamed ceramics using SAD, talc powder, and low-grade magnesite tailings as raw materials, with 3 wt% polyvinyl alcohol (PVA) as a binder, under a pressure of 25 MPa at 1373–1773 K for 3 h in air. The prepared foamed ceramics exhibited an average pore diameter of 0.52 mm, a porosity of 79.8%, a closed-pore ratio of 65.5%, a bulk density of 0.73 g/cm 3, and a compressive strength of 7.5 MPa. The compressive strength reached as high as 69.4 MPa, exceeding the threshold (40 MPa) prescribed by the National Standard for Magnesia and Magnesia-Alumina Refractory Bricks of China (GB/T 2275-2017) [ 16]. This indicates that the addition of PVA can significantly enhance the mechanical properties of the sample, and a trace addition of binder is sufficient to achieve desirable effects. Nevertheless, investigations on its high-temperature performance, such as thermal shock stability, are still lacking. Molding methods and binders play critical roles in determining the properties of sintered bricks prepared from SAD [ 14, 17]. Existing studies could hardly achieve a high compressive strength under a relatively low hydraulic molding pressure. Moreover, few studies have investigated the thermal conductivity and thermal shock resistance of samples, which are critical for the high-temperature performance of refractory materials, thus leaving a significant gap in the field of low-pressure molding of high-performance refractory bricks. The objective of this study was to determine the most suitable molding method and corresponding binder by investigating two molding methods (dry pressing and casting) with different binder types and dosages. First, an SAD-MgO premix was prepared as the raw material for subsequent experiments. Second, four binders for the dry-pressing system and three binders for the casting system were evaluated by measuring the physical properties (compressive strength, shrinkage rate, apparent porosity, bulk density, thermal conductivity, and thermal shock resistance) of the resulting sintered bricks. Finally, the effect of binder dosages (5–15 wt%) on the properties of SAD-based sintered bricks was examined. 3. Results and Discussion 3.1. Effect of Molding Methods and Their Corresponding Binders on the Multi-Scale Performance of Sintered Bricks As shown in Figure 6, among the four binders used in the dry-pressing process, CL gave the highest compressive strength of the sintered bricks, which was significantly higher than that of the other binders under the same conditions, reaching an average of 102.12 MPa, which far exceeds the strength requirement of the highest grade (MLJ-80) for magnesia–alumina spinel bricks specified in the GB/T 2275-2017 [ 16] standard. When ADP and PR were used as binders, the average compressive strengths were 60.72 MPa and 45.74 MPa, respectively. In comparison, the performance order was CL > ADP > PR. It is worth noting that when PSS was used as the binder, the sample deteriorated after sintering at 1400 °C. The physical images of the samples before and after sintering are shown in Figure 8c. The speculated reason is that PSS (Na 2O·nSiO 2) melts at high temperatures to form a silicate glass phase, achieving strength via liquid-phase sintering and glassy bonding. However, it introduces low-melting phases, and the glassy phase softens at high temperatures, reducing adhesion and causing the sample to collapse. Similarly, when liquid sodium silicate (LST) was used as the binder, the samples collapsed, and we were unable to test the physical properties. Among the three binders used in the casting process, the samples using CA50 calcium aluminate cement as the binder exhibited the most significant increase in compressive strength after curing, drying, and sintering, reaching an average of 51.10 MPa, which was significantly higher than that of the sintered bricks using PVA as the binder (37.54 MPa). The reason is that CA50 is rich in CaO, which undergoes hydration during the curing stage, forming hydrated calcium aluminate gels and a three-dimensional network structure, thereby greatly enhancing the green body strength and providing a good structural foundation for densification during subsequent sintering. The compressive strengths of the sintered bricks prepared with both binders met the MU30 grade requirement of GB/T 5101-2017 “Fired Common Bricks”. In contrast, the samples using liquid sodium silicate (LST) as the binder collapsed during preparation and could not complete physical property tests, indicating that silicate binders are unsuitable for this alkaline refractory material system. Based on the comparison of molding methods, dry pressing significantly improves the green body density and strength through high-pressure compaction, which is more favorable for densification during sintering; therefore, the compressive strength of the sintered samples was generally higher. Although casting molding can enhance the green body strength through hydration of the binder, its effect is far inferior to that of dry pressing. Moreover, dry pressing allows further improvement of compressive strength performance by rationally adjusting the molding pressure. In summary, the compressive strength of cast-sintered bricks is generally lower than that of dry-pressed samples. For high-performance refractory materials (e.g., refractory bricks used in high-temperature applications), a high density is required to achieve efficient heat conduction and reduce thermal stress, where dry pressing is more advantageous. If the requirements for strength and refractoriness are lower (e.g., for road base materials or lightweight insulation materials), casting molding can meet the performance requirements. Furthermore, dry pressing achieves the best mechanical properties when calcium lignosulfonate (CL) is selected as the binder, while casting molding gives the highest compressive strength when calcium aluminate cement is used. Figure 7 presents the multi-scale physical properties of SAD-based sintered bricks under different binder types, including apparent porosity, shrinkage rate, bulk density, thermal conductivity, and the number of thermal shock cycles. In general, during sintering at 1400 °C, Al 2O 3 and MgO in SAD gradually react to form magnesium aluminate spinel, a process that typically densifies the internal structure of the samples and reduces the apparent porosity. As inorganic binders, ADP and CA50 can form a liquid (or glass) phase during sintering and react with Al 2O 3 in the system to generate a ceramic bond, thereby lowering the apparent porosity and increasing the bulk density. However, this process is accompanied by a certain volume expansion; consequently, the shrinkage rates of all experimental groups are positive. PR and PVA are organic binders that undergo a burn-off effect at high temperatures: the organic components thermally decompose and oxidize, leading to an increase in apparent porosity and a decrease in bulk density. Although CL is classified as an organic binder, its structure is an organic polymer doped with inorganic ions; the main chain consists of lignosulfonate ions, with calcium ions as the incorporated inorganic species. After high-temperature sintering, the organic components decompose, but the residual CaO can react with components in SAD to form a ceramic bond and induce volume expansion, thereby partially compensating for the pores generated by the burn-off of the organic matter. As a result, the apparent porosity of the samples is reduced, and the bulk density is increased. Among the four binder systems used in dry pressing, PR exhibited the lowest shrinkage rate of only 0.19% because the burn-off of the organic matter reduced the internal densification of the sample, decreasing the contact area between Al 2O 3 and MgO particles and, thus, hindering the MA formation reaction. CL gave a slightly increased linear expansion (average 0.23%; 0.5%), indicating a risk of cracking at high temperatures. The three binders used in casting molding showed a consistent trend. PVA gave an average linear expansion rate of only 0.17%. After curing and hydration, CA50 resulted in tighter interparticle bonding within the green body and more thorough phase reactions, leading to a significantly increased shrinkage rate, with an average value of 1.93%, also posing a cracking risk. The shrinkage rate indirectly reflects the extent of MA formation within the samples: overall, a higher shrinkage rate corresponds to a greater amount of spinel formed. However, excessive linear expansion can easily cause sample cracking, severely affecting the high-temperature structural stability of the material. The internal porosity of the sample has a significant influence on its thermal conductivity. As the continuous formation of magnesium aluminate spinel during sintering gradually densifies the sample structure, the thermal conductivity shows an overall increasing trend. For organic binders, which tend to burn off at high temperatures, if the micropores formed by the burn-off are not effectively filled, the thermal conductivity of the material decreases significantly, and this behavior was observed for the samples with PVA and PR binders. Among all samples, the dry-pressed sample using CL as the binder exhibited the highest thermal conductivity, with an average value of 2.24 W/(m·K), slightly higher than that of the ADP sample (2.08 W/(m·K)), indicating good heat transfer capability and low risk of thermal stress accumulation inside the sample. Generally speaking, refractory materials usually have relatively high thermal conductivity, while materials with low thermal conductivity are more suitable for use as thermal insulation materials. Among the different binder systems, samples using CL as the binder exhibited the best thermal shock cycling performance, with an average of more than 11 cycles. The cast samples with CA50 showed better thermal shock resistance (average 9.3 cycles) than the dry-pressed samples with ADP, indicating that the preliminary curing and hydration step was beneficial for improving the thermal shock resistance of the sintered bricks. Considering key indicators such as compressive strength, shrinkage rate, thermal conductivity, and the number of thermal shock cycles, the preparation process using dry pressing combined with CL as the binder yielded SAD-based sintered bricks with the best overall performance after high-temperature sintering, and all indicators met the relevant national standards. 3.2. Effect of Binder Dosages on Sintered Brick Properties If the binder addition is too low, it will affect the physical strength of the green body, failing to form effective bonding between particles, and thereby hindering the subsequent sintering densification process. If the addition is too high, it may lead to excessive liquid phase formation and excessive volume expansion during sintering, while the fluxing effect will reduce the refractoriness of the material, causing a series of negative effects. To further investigate the effect of the CL binder addition ratio on the physical properties of SAD-based sintered bricks, the addition range was appropriately expanded on the basis of the preliminary addition ratio of 5 wt%, and a CL addition gradient of 5–15 wt% was set to preliminarily study its influence on the performance of the sintered bricks. The results are shown in Figure 8a. As the CL addition ratio increased, the compressive strength of the sintered bricks showed a clear decreasing trend. When the addition ratio was 10 wt%, the compressive strength was 57.75 MPa, which still met the strength requirement of the MLJ-80 grade in GB/T 2275-2017 [ 16] “Magnesia and Magnesia-Alumina Bricks”. When the addition ratio was further increased to 15 wt%, the compressive strength dropped to 37.25 MPa, which no longer met the minimum strength requirement for this grade. In addition, as the CL addition ratio increased, the apparent porosity of the samples gradually increased. The reason is that the amount of organic components in CL increases with the addition ratio, and the burn-off of these organic components during high-temperature sintering increases accordingly, forming more pores. At the same time, the increase in porosity reduces the contact area between Al 2O 3 and MgO particles in SAD, leading to a decrease in the formation of MA, which fails to fill the internal micropores. Consequently, the bulk density decreases, the shrinkage rate decreases, the thermal conductivity drops, and the thermal shock resistance also deteriorates. In summary, this preliminary investigation of the CL binder addition ratio indicates that the binder should be added in trace amounts. Considering both the strength index and various physical properties of the sintered bricks, the optimal addition amount of CL binder was determined to be 5 wt%, and the addition should not exceed 10 wt%. Finally, after determining the optimal binder dosage, the SAD-based sintered brick prepared with 5 wt% CL as the binder, formed by static pressing at 40 MPa with a holding time of 5 min, and sintered at 1400 °C for 4 h, was characterized in terms of its microtopography and elemental composition. The results are shown in Figure 8b. EDS analysis indicated that the magnesia–alumina brick prepared by high-temperature sintering contained few impurities, and the main phase in the microstructure was MgAl 2O 4. The grains exhibited an irregular polyhedral morphology, with a significantly larger grain size compared with that of the original SAD particles. In addition, three parallel samples prepared under the same conditions were each subjected to 10 thermal shock cycles. The appearance of the samples is shown in Figure 8c. After the test, no deformation or cracks were observed, indicating good thermal shock stability. ( a) Compressive strength and multiscale performance of sintered bricks at different CL additions, ( b) SEM-EDS analysis, and ( c) physical images of the samples using PSS as a binder and of the sintered bricks after 10 thermal shock cycles. ( a) Compressive strength and multiscale performance of sintered bricks at different CL additions, ( b) SEM-EDS analysis, and ( c) physical images of the samples using PSS as a binder and of the sintered bricks after 10 thermal shock cycles. 3.3. Mechanism of Spinel Formation and the Internal Ion Diffusion Model of MgAl 2O 4 3.3.1. The Al 3+ and Mg 2+ Diffusion Model in MgAl 2O 4 Harmless SAD naturally contains magnesia–alumina spinel (MgAl 2O 4), and its presence can act as an in situ seed crystal to accelerate the sintering process for preparing MA spinel with uniform nucleation. Under the framework of the uniform nucleation mechanism, the potential nucleation barrier can be effectively reduced, and the formation of MgAl 2O 4 can be accelerated by utilizing MgAl 2O 4 as seed crystals [ 36]. The rate of nucleation occurring on a unit area of the substrate can be mathematically represented as Equation (7). I h = K h e x p − ∆ G k h R T (7) where I h denotes the nucleation rate per unit area of the substrate, K h represents a substrate-independent constant, R is the universal gas constant, T is the absolute temperature (in kelvin), and ∆ G k h corresponds to the nucleation potential barrier for heterogeneous nucleation, which is expressed by Equation (8). ∆ G k h = 1 4 ∆ G k [ 2 + cos θ 1 − cos θ 2 ] (8) where ∆ G k corresponds to the nucleation potential barrier for homogeneous nucleation, while θ denotes the contact angle formed between the crystal nucleus and the substrate surface. Based on this nucleation theory, it can be inferred that MA spinel crystal seeds can effectively reduce the nucleation potential barrier, thereby accelerating the nucleation and subsequent crystal growth of the target MgAl 2O 4 product. As shown in Figure 9, the in situ formation of MgAl 2O 4 spinel follows Wagner’s counter-diffusion mechanism, in which Mg 2+ and Al 3+ diffuse through the intermediate spinel layer in opposite directions. To preserve charge neutrality, three Mg 2+ ions diffuse toward the alumina side, while two Al 3+ ions migrate toward the magnesia side, leading to spinel formation at both interfaces. Owing to the higher diffusion rate and solubility on the alumina side, the spinel growth rate is generally higher at the Al 2O 3-MgAl 2O 4 interface [ 27]. 3.3.2. Mechanism of MA Spinel Formation from SAD with CL Binder Calcium lignosulfonate (C 20H 24CaO 10S 2) is an ionic polymer, in which calcium ions are bonded to lignosulfonate anions through ionic bonds. As a binder, it undergoes inorganic mineralization and liquid-phase sintering during high-temperature calcination. The mechanism of in situ formation of MA spinel from SAD-MgO premix with CL binder is presented in Figure 10. After the SAD-MgO premix is properly mixed with an appropriate amount of CL and then compacted by high-pressure pressing, the internal components of the green body become closely bonded. During the subsequent high-temperature sintering process, the organic components of CL combust and decompose: the aromatic side chains break down into micromolecule species such as phenol (C 6H 5OH) and lignin monomer derivatives, while gases including CO 2 and CH 4 are released, and highly reactive CaO is generated in situ. The resulting active CaO reacts with components such as Al 2O 3 and SiO 2 in the SAD matrix to form low-melting silicate mineral phases, including anorthite (CaAl 2Si 2O 8) and gehlenite (Ca 2Al 2SiO 7). These newly formed liquid phases effectively fill the internal pores of the sample, providing favorable conditions for the contact and reaction between MgO and Al 2O 3, promoting the formation of magnesium aluminate spinel (MA) and sintering densification, and ultimately significantly improving the mechanical properties and density of the material. To achieve efficient utilization of the alumina component in secondary aluminum dross (SAD) and to promote the coordinated development of its harmless disposal and high-value resource utilization, this study used detoxified SAD as the raw material, compounded with a certain proportion of MgO to prepare a premix, and then fabricated spinel sintered bricks through different molding processes and binder combinations, aiming to fill the research gap in the preparation of high-performance refractory bricks by low-pressure molding. Based on the above results, the following conclusions are drawn: (1) Compared with casting molding, dry pressing significantly improved the green body density and promoted sintering densification, resulting in higher compressive strength after sintering. The CL-bonded dry-pressed samples exhibited the best overall performance, achieving an average compressive strength of 102.12 MPa, far exceeding the MLJ-80 grade requirement specified in GB/T 2275-2017 [ 16], together with the highest thermal conductivity (2.24 W/(m·K)) and excellent thermal shock resistance (>11 cycles). (2) Within the 5–15 wt% CL addition range, increasing the binder content significantly reduced the compressive strength and overall performance of the sintered bricks. Therefore, the optimal CL addition was determined to be 5 wt%, while the addition should preferably remain below 10 wt%. (3) The CL binder promoted the in situ formation of MA spinel and sintering densification through decomposition-induced active phases and low-melting mineral formation, which facilitated the reaction between MgO and Al 2O 3. Future work should focus on further optimizing molding parameters and sintering conditions to improve the comprehensive performance of SAD-based MA refractory bricks. In particular, the long-term high-temperature stability, slag resistance, and industrial applicability of the prepared materials deserve further investigation. Additionally, internal SEM mapping and amorphous phase quantification, as well as the synergistic effects of binder chemistry and microstructure evolution on in situ MA formation, should be explored to further enhance material performance. Author Contributions L.T.: Methodology, Investigation, Formal Analysis, Visualization, and Writing—Original Draft; F.W.: Conceptualization, Funding Acquisition, Supervision, and Writing—Review and Editing; D.L.: Visualization and Writing—Review and Editing; X.W.: Resources and Data Curation; Z.Y.: Resources and Project Administration; T.C.: Investigation, Supervision, and Validation; H.H.: Data Curation and Writing—Review and Editing; G.L.: Writing—Review and Editing. All authors have read and agreed to the published version of the manuscript. Funding This work was financially supported by the Science and Technology Plan Project of Changshan County (No. 2025A03). Data Availability Statement The original contributions presented in this study are included in this article. Further inquiries can be directed to the corresponding author. Conflicts of Interest Authors Xiao Wang, Zizhi Ying, Taishan Chen and Hongfu He were employed by Zhejiang Hengda Aluminum Co., Ltd. The remaining authors declare that this research was conducted in the absence of any commercial or financial relationships that could be construed as potential conflicts of interest. References Liu, J.; Zhang, S.; Lou, B.; Shen, H. Formation of aluminum nitride in dross by contact-diffusion reaction during aluminum recycling. J. Alloys Compd. 2025, 1010, 177432. [ Google Scholar] [ CrossRef] Jafari, N.H.; Stark, T.D.; Roper, R. Classification and Reactivity of Secondary Aluminum Production Waste. J. Hazard. Toxic Radioact. Waste 2014, 18, 04014018. [ Google Scholar] [ CrossRef] Wang, C.; Li, S.; Guo, Y.; He, Y.; Liu, J.; Liu, H. Comprehensive treatments of aluminum dross in China: A critical review. J. Environ. Manag. 2023, 345, 118575. [ Google Scholar] [ CrossRef] [ PubMed] Zhang, Y.; Lin, K.; Su, Z.; Xu, J.; Jiang, T. Self-driven hydrolysis mechanism of secondary aluminum dross (SAD) in the hydrometallurgical process without any additives. Chem. Eng. J. 2023, 466, 143141. [ Google Scholar] [ CrossRef] Mahinroosta, M.; Allahverdi, A. Hazardous aluminum dross characterization and recycling strategies: A critical review. J. Environ. Manag. 2018, 223, 452–468. [ Google Scholar] [ CrossRef] Xiao, L.; Wang, Y.; Zheng, R.; Liu, J.; Zhao, J.; Maraseni, T.; Qian, G. Identification of recycling pathways for secondary aluminum dross with integrated hybrid life cycle assessment. Resour. Conserv. Recycl. 2023, 193, 106987. [ Google Scholar] [ CrossRef] Wen, J.; Liu, G.; Qi, T.; Zhou, Q.; Peng, Z.; Shen, L.; Wang, Y.; Shi, Z.; Zhao, J. Safe comprehensive utilization of the hazardous secondary aluminum dross: Mechanism and technology. J. Environ. Chem. Eng. 2025, 13, 115939. [ Google Scholar] [ CrossRef] Zhu, X.; Yang, J.; Yang, Y.; Huang, Q.; Liu, T. Pyrometallurgical process and multipollutant co-conversion for secondary aluminum dross: A review. J. Mater. Res. Technol. 2022, 21, 1196–1211. [ Google Scholar] [ CrossRef] Yang, J.; Tian, L.; Meng, L.; Wang, F.; Die, Q.; Yu, H.; Yang, Y.; Huang, Q. Thermal utilization techniques and strategies for secondary aluminum dross: A review. J. Environ. Manag. 2024, 351, 119939. [ Google Scholar] [ CrossRef] Xie, H.; Guo, Z.; Xu, R.; Zhang, Y. Particle sorting to improve the removal of fluoride and aluminum nitride from secondary aluminum dross by roasting. Environ. Sci. Pollut. Res. 2023, 30, 54536–54546. [ Google Scholar] [ CrossRef] [ PubMed] Dong, L.; Chen, H.; Zeng, X.; Chen, X.; Fang, W.; Du, X.; Huang, Z.; He, X.; Li, W.; Wang, D.; et al. Porous ceramics with low thermal conductivity from hazardous secondary aluminum dross. Constr. Build. Mater. 2025, 489, 142162. [ Google Scholar] [ CrossRef] Zhang, Y.; Ni, H.; Lv, S.; Wang, X.; Li, S.; Zhang, J. Preparation of Sintered Brick with Aluminum Dross and Optimization of Process Parameters. Coatings 2021, 11, 1039. [ Google Scholar] [ CrossRef] GB/T 5101-2017; Fired Common Bricks. Standards Press of China: Beijing, China, 2017. Zare, S.; Monshi, A.; Saidi, A. Improving in situ spinel refractory castables using a novel binder. Ceram. Int. 2016, 42, 5885–5896. [ Google Scholar] [ CrossRef] Chen, Y.; Qu, S.; Wang, S.; Zeng, X.; Ge, Q.; Fu, G. Preparation, microstructure; properties, and pore formation of MgAl 2O 4 based closed-pore foamed ceramics derived from secondary aluminum dross. Ceram. Int. 2025, 51, 23741–23750. [ Google Scholar] [ CrossRef] GB/T 2275-2017; Magnesia and Magnesia-Alumina Bricks. Standards Press of China: Beijing, China, 2017. Freitag, L.; Storti, E.; Bretschneider, L.; Zeidler, H.; Hubálková, J.; Aneziris, C.G. Binder jetting of spinel-based refractory materials—Processing, microstructure and properties. Addit. Manuf. 2025, 102, 104727. [ Google Scholar] [ CrossRef] Taylor, K.M.; Lenie, C. Some Properties of Aluminum Nitride. J. Electrochem. Soc. 1960, 107, 308. [ Google Scholar] [ CrossRef] Padmaraj, O.; Venkateswarlu, M.; Satyanarayana, N. Structural, electrical and dielectric properties of spinel type MgAl 2O 4 nanocrystalline ceramic particles synthesized by the gel-combustion method. Ceram. Int. 2015, 41, 3178–3185. [ Google Scholar] [ CrossRef] GB/T 30873-2014; Refractory Materials—Determination of Thermal Shock Resistance. Standards Press of China: Beijing, China, 2014. Zhang, Y.; Guo, Z.; Han, Z.; Xiao, X.; Peng, C. Feasibility of aluminum recovery and MgAl 2O 4 spinel synthesis from secondary aluminum dross. Int. J. Miner. Met. Mater. 2019, 26, 309–318. [ Google Scholar] [ CrossRef] Xie, M.; Liu, F.; Shi, L.; Zhao, H. Green synthesis of aluminum hydroxide from alumina–silica based solid hazardous waste. Environ. Technol. Innov. 2023, 30, 103127. [ Google Scholar] [ CrossRef] Liu, Y.; Shen, H.; Zhang, J.; Li, W.; Liu, J.; Liu, B.; Zhang, S. High strength porous ceramics and its potential in adsorption and building materials: A short process to co-disposal secondary aluminum dross and quicklime. Constr. Build. Mater. 2023, 395, 132292. [ Google Scholar] [ CrossRef] Merac, M.R.D.; Kleebe, H.-J.; Müller, M.M.; Reimanis, I.E. Fifty Years of Research and Development Coming to Fruition; Unraveling the Complex Interactions during Processing of Transparent Magnesium Aluminate (MgAl 2O 4) Spinel. J. Am. Ceram. Soc. 2013, 96, 3341–3365. [ Google Scholar] [ CrossRef] López-Delgado, A.; Tayibi, H.; Pérez, C.; Alguacil, F.J.; López, F.A. A hazardous waste from secondary aluminium metallurgy as a new raw material for calcium aluminate glasses. J. Hazard. Mater. 2009, 165, 180–186. [ Google Scholar] [ CrossRef] Zhang, Y.; Xu, J.; Liu, J.; Lin, K.; Su, Z. A novel value-added utilization route for washed residue of secondary aluminum dross: Preparing corundum-spinel ceramic spheres for high-temperature heat storage. Ceram. Int. 2024, 50, 1379–1388. [ Google Scholar] [ CrossRef] Braulio, M.A.L.; Rigaud, M.; Buhr, A.; Parr, C.; Pandolfelli, V.C. Spinel-containing alumina-based refractory castables. Ceram. Int. 2011, 37, 1705–1724. [ Google Scholar] [ CrossRef] Braulio, M.A.L.; Morbioli, G.G.; Milanez, D.H.; Pandolfelli, V.C. Calcium aluminate cement source evaluation for Al 2O 3–MgO refractory castables. Ceram. Int. 2011, 37, 215–221. [ Google Scholar] [ CrossRef] Shi, M.; Li, Y.; Shi, J. Fabrication of periclase and magnesium aluminate spinel refractory from washed residue of secondary aluminum dross. Ceram. Int. 2022, 48, 7668–7676. [ Google Scholar] [ CrossRef] Huang, X.; Lin, J.; Onn, C.C.; Tan, C.Y.; Lim, Y.P.; Lim, H.K.; Mo, K.H. Optimizing the use of secondary aluminium dross to produce high-performance sintered artificial aggregates. Constr. Build. Mater. 2025, 466, 140281. [ Google Scholar] [ CrossRef] Lou, B.; Shen, H.; Liu, B.; Liu, J.; Zhang, S. Recycling secondary aluminum dross to make building materials: A review. Constr. Build. Mater. 2023, 409, 133989. [ Google Scholar] [ CrossRef] Braulio, M.A.L.; Bittencourt, L.R.M.; Pandolfelli, V.C. Selection of binders for in situ spinel refractory castables. J. Eur. Ceram. Soc. 2009, 29, 2727–2735. [ Google Scholar] [ CrossRef] Salomão, R.; Pandolfelli, V.C. The role of hydraulic binders on magnesia containing refractory castables: Calcium aluminate cement and hydratable alumina. Ceram. Int. 2009, 35, 3117–3124. [ Google Scholar] [ CrossRef] GB/T 2997-2015; Test Method for Bulk Density, Apparent Porosity and True Porosity of Dense Shaped Refractory Products. Standards Press of China: Beijing, China, 2015. GB/T 5072-2023; Refractory Products—Determination of Cold Compressive Strength. Standards Press of China: Beijing, China, 2023. Xiaolin, J.; Haijun, Z.; Yongjie, Y.; Zhanjie, L. Effect of the citrate sol–gel synthesis on the formation of MgAl 2O 4 ultrafine powder. Mater. Sci. Eng. A 2004, 379, 112–118. [ Google Scholar] [ CrossRef] XRD pattern of the original SAD sample. XRD pattern of the original SAD sample. SEM-EDS analysis of the original SAD sample (the white plus signs indicate the points selected for EDS point analysis). SEM-EDS analysis of the original SAD sample (the white plus signs indicate the points selected for EDS point analysis). Flowchart of the research methodology (PSS: powdered sodium silicate, ADP: aluminum dihydrogen phosphate, CL: calcium lignosulfonate, PR: phenolic resin, PVA: polyvinyl alcohol, LST: liquid sodium silicate, and CA50: calcium aluminate cement). Flowchart of the research methodology (PSS: powdered sodium silicate, ADP: aluminum dihydrogen phosphate, CL: calcium lignosulfonate, PR: phenolic resin, PVA: polyvinyl alcohol, LST: liquid sodium silicate, and CA50: calcium aluminate cement). Experimental device diagram and process design ([ I] experimental device diagram, [ II] overall process flow diagram, ( a) binders of casting, ( b) modifiers (optional), ( c) binders of dry pressing, ( d) molds for casting, ( e) molds for dry pressing, and ( f) the prepared sample). Experimental device diagram and process design ([ I] experimental device diagram, [ II] overall process flow diagram, ( a) binders of casting, ( b) modifiers (optional), ( c) binders of dry pressing, ( d) molds for casting, ( e) molds for dry pressing, and ( f) the prepared sample). The influence of different binders on the compressive strength of sintered bricks prepared by dry pressing and casting (n.d. indicates that the sample was deteriorated after sintering and could not be tested). The influence of different binders on the compressive strength of sintered bricks prepared by dry pressing and casting (n.d. indicates that the sample was deteriorated after sintering and could not be tested). The effect of different binders on the multi-scale performance of sintered bricks prepared by dry pressing and casting (n.d. indicates that the sample was deteriorated after sintering and could not be tested). The effect of different binders on the multi-scale performance of sintered bricks prepared by dry pressing and casting (n.d. indicates that the sample was deteriorated after sintering and could not be tested). Counter-diffusion model of Al 3+ and Mg 2+ in MgAl 2O 4 (redrawn from Ref. [ 27]). Counter-diffusion model of Al 3+ and Mg 2+ in MgAl 2O 4 (redrawn from Ref. [ 27]). Schematic diagram of the CL binder mechanism for in situ MA spinel synthesis from SAD-MgO premix. Schematic diagram of the CL binder mechanism for in situ MA spinel synthesis from SAD-MgO premix. Table 1. XRF and EA analysis results of the original SAD. Table 1. XRF and EA analysis results of the original SAD. XRF (wt%) EA (wt%) Al 2O 3MgO SiO 2Cl CaO Na F Others N C 62.11 10.42 7.63 5.90 2.74 3.71 2.14 5.35 8.01 3.55 Note: Elements Cl and F (detected by WD-XRF), along with N and C (determined by EA), represent the primary volatile constituents that would escape during high-temperature roasting loss-on-ignition (LOI). Table 2. Designs of different types of binders and their addition ratios [ 14, 15]. Table 2. Designs of different types of binders and their addition ratios [ 14, 15]. Molding Method Type of Binder Binder Addition (wt%) Dry pressing Powdered sodium silicate (PSS) 5 10 15 Aluminum dihydrogen phosphate (ADP) 5 10 15 Calcium lignosulphonate (CL) 5 10 15 Phenolic resin (PR) 5 10 15 Casting Polyvinyl alcohol (PVA) 5 10 15 Liquid sodium trisilicate (LST) 5 10 15 CA50 aluminate cement (CA50) 5 10 15 Table 3. Green sample properties with different binders and corresponding national standard. Table 3. Green sample properties with different binders and corresponding national standard. Physical Property ADP CL PR PSS PVA CA50 LST Apparent porosity (%) 9.34 8.66 8.21 7.42 9.55 8.70 7.79 Bulk density (g/cm 3) 5.48 5.03 5.38 5.79 5.15 5.22 5.83 Thermal conductivity W/(m·K) 1.89 1.77 1.82 1.91 1.53 1.60 1.79 Magnesia and Magnesia-Alumina Bricks (GB/T 2275-2017 [ 16]) MLJ–90 MLJ–85 MLJ–80 MLJ–75 ML–80 Apparent porosity (%) ≤ 17 17 16 19 18 Bulk density (g/cm 3) ≥ 2.9 2.95 2.95 2.85 2.85 Compressive strength (MPa) ≥ 45 45 55 40 40 Thermal shock cycles (1100 °C; water cooling) ≥ 3 8 12 8 4 Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. © 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license. Share and Cite MDPI and ACS Style Tao, L.; Wang, X.; Ying, Z.; Chen, T.; He, H.; Liang, D.; Wang, F.; Lv, G. Study on the Influence of Molding Methods and Binders on the Properties of Spinel Sintered Bricks from Secondary Aluminum Dross. Processes 2026, 14, 1860. https://doi.org/10.3390/pr14121860 AMA Style Tao L, Wang X, Ying Z, Chen T, He H, Liang D, Wang F, Lv G. Study on the Influence of Molding Methods and Binders on the Properties of Spinel Sintered Bricks from Secondary Aluminum Dross. Processes. 2026; 14(12):1860. https://doi.org/10.3390/pr14121860 Chicago/Turabian Style Tao, Lang, Xiao Wang, Zizhi Ying, Taishan Chen, Hongfu He, Dehua Liang, Fei Wang, and Guojun Lv. 2026. "Study on the Influence of Molding Methods and Binders on the Properties of Spinel Sintered Bricks from Secondary Aluminum Dross" Processes 14, no. 12: 1860. https://doi.org/10.3390/pr14121860 APA Style Tao, L., Wang, X., Ying, Z., Chen, T., He, H., Liang, D., Wang, F., & Lv, G. (2026). Study on the Influence of Molding Methods and Binders on the Properties of Spinel Sintered Bricks from Secondary Aluminum Dross. Processes, 14(12), 1860. https://doi.org/10.3390/pr14121860 Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here. Article Metrics Article metric data becomes available approximately 24 hours after publication online.
Study on the Influence of Molding Methods and Binders on the Properties of Spinel Sintered Bricks from Secondary Aluminum Dross